Precision in seven layers


As coffee is a natural product, like all living matter it is subject to an oxidative ageing process, in particular when exposed to the open air and moisture. In particular, the flavouring substances released during roasting of the coffee and the unsaturated fatty acids in the coffee bean oil oxidise very quickly. This is perceptible by the associated change in taste and smell. The coffee becomes sour and rancid. This applies to both whole roasted beans and ground coffee and happens very quickly. In this way, freshly ground coffee loses up to 60 per cent of its aroma after only 15 minutes. The only way to prevent this is to stop the oxidation reaction as quickly and completely as possible, namely by packaging it in air‑tight and water-tight containers, such as coffee capsules.

Greiner Packaging produces coffee capsules from barrier plastic
As mentioned at the beginning, the portion containers consist either of aluminium or plastic, both made of deep-drawn foils. However, without evaluating which is the better packaging solution, there is a significant difference between the two alternatives. Whereas an aluminium foil is a good barrier against almost all external influences, there are only very few plastics which are gas‑tight and aroma‑tight. EVOH, an ethylene vinyl alcohol copolymer, offers the best barrier properties against both oxygen and steam. It is just as water‑tight as an LDPE layer which is 10,000 times as thick. As it is comparatively expensive, it is used centrally as a thin barrier layer within a compound foil together with other plastics. At Greiner Packaging in Kremsmünster, Upper Austria, a 7‑layer compound foil is used top produce coffee capsules. (See fact box “Multi‑layer foil for coffee capsules”)


motan and Greiner Packaging have developed a sustainable production concept
As the cups of the coffee capsules are produced from the compound foil by deep‑drawing and punching, more than 50 per cent of the film remains as a punched frame. As this quantity of waste could not have been disposed of logistically or economically due to the projected mass production, Greiner Packaging developed a concept for complete recycling of the punching waste during ongoing production together with the long‑term system partners, the German motan group, a manufacturer of peripheral systems, and Luger GmbH from Austria, as motan project planners and plant fitters and the extrusion technology supplier. For this purpose, the multi‑layer foil to be produced must be adapted in such a way that up to 60 per cent of it can consist of the regrind of the original foil. The punched frame and waste parts are ejected directly from the deep-drawing machine and fed into a mill. The regrind goes either into a storage silo or into BigBags and is fed from there to the extrusion plant, where it is made into a mixed polymer which provides the two main layers of the compound foil. Therefore, including the addition of new material, 70 per cent of the total material throughput of the projected conveying and dosing unit is provided by the recycling circuit. The comparatively small material throughputs of the additional four extruders represent the remaining 30 per cent. These four extruders are arranged on two levels around the central “regrind extruder”, which is on the base level. It is flanked by the extruders for the central barrier layer and the adhesion promoter layers. The extruders for the two top layers are “on the first floor”. The material traps for the extruders underneath are on the second floor.
Dosing precision lies in the detail
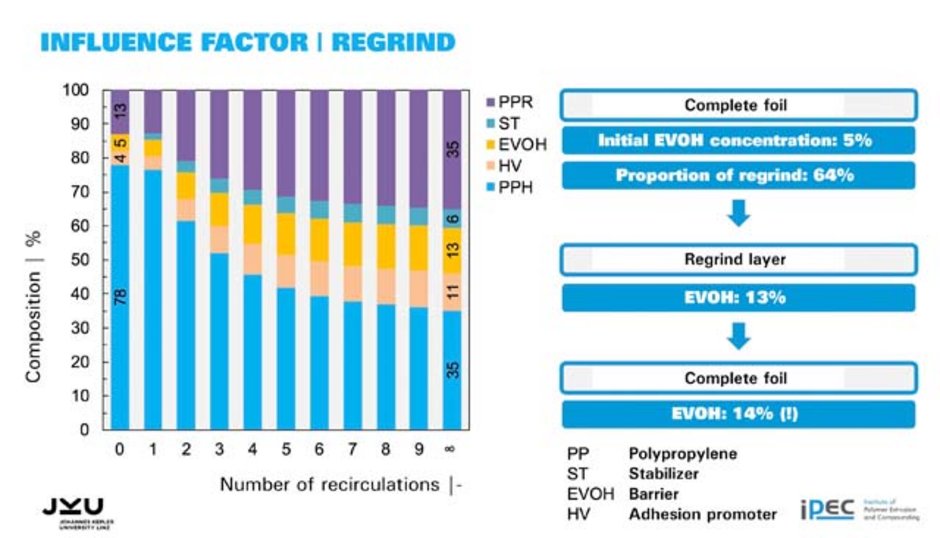
As mentioned above, most of the material throughput is from the regrind layers, which are supplied via gravimetric dosing units and a downstream mixing system due to possible fluctuations in the bulk density. Comment by Helmut Reckziegel, Head of Business Unit Capsules: “In this regard it is worth mentioning that the regrind fed back into the multi‑layer foil as filler material consists of the 7‑layer foil and is therefore composed of the five different viscosity materials which this contains. It was our joint objective to achieve stable mixing and flow properties for this 5‑material mixture. An unstable material composition, whether due to fluctuating bulk density or a change in material proportions, leads to reductions in quality of the extrudate, in particular when seven layers have to harmonise with each other. As we wanted to install a control option for this, we provided for the addition of virgin PP material to the regrind. Therefore, the continual enrichment of the concentrations of the percentage of EVOH and of the adhesion promoter in the total foil, triggered by the return of the stamping grid, can be stabilised at 14 and 12 per cent respectively and consequently the melt flow index.”
A further concept detail is worth mentioning: due to the shortest possible return of the regrind, it does not cool down completely. A large part of the heat energy contained therein can thus be used for faster melting in the extruder, which leads to an improvement in the energy balance in view of a material throughput on the “regrind extruder” of approx. 500 kg/hr.
All other material percentages are added volumetrically as virgin material in constant quality. The throughput quantities for the barrier material and the adhesion promoter are a maximum of 60 kg/hr. The throughput of PP layers, which are additionally mixed with a white or brown colour master batch, is somewhat more, at approx. 110 kg/hr.
Complete machine transparently operable via master production computer
All machine components are activated and operated via the remote‑controlled electronic modules specifically developed by motan for this purpose. These are GRAVInet for gravimetric dosing units and VOLUnet for volumetric dosing units. They are connected to a ControlNet of the central machine control via Ethernet or TCP/IP. This can be extended up to LINKnet, a comprehensive plant management system. It is thus possible with Linknet 2.0 to collect and log the process sequences and application data and to operate all connected controls up to device level. All motan controls with communication capability can be connected. Batch tracking is therefore continuously possible.

Success due to many years of proven partnership
Finally, in his résumé of the project process, Helmut Reckziegel sums up the main criterion for the stable production after only a short start‑up phase: “In view of the introduction to a new dimension of mass production, it was important for us to keep the technical risk at a small, manageable level. It is not least for this reason, therefore, that we decided to continue our long‑standing, proven partnerships. We have been working with Luger, the systems technology partner of motan, for more than 40 years already. We knew from similar machine projects in the past that the motan‑components would not call into question the availability of the complete system of 90 per cent required by us around the clock. Likewise, we assumed that the necessary dosing accuracy and the full integration of all setting and performance specifications would also be given in our “big data concept” for the logging of quality data.”
Greiner Packaging GmbH
The privately-owned Greiner Holding AG was originally founded as a grocery business in Nürtingen, Germany, by Carl Albert and Emilie Greiner. As soda water was also produced and bottled, corks for bottles were also hand-made. This was professionalised by the procurement of cork cutting machines. In 1899, one of the sons opened a subsidiary in Kremsmünster/Austria, which also produced cor stoppers. Production of foams began in 1950 and in 1960 the first injection molding machine was purchased. In 1963 production of medical products began, first Petri dishes and in 1970 also test tubes and vacuoles for blood samples. In 1977, a further company division was created, the Greiner Extrusion Group, which is now a global market leader in the sector of plastic profile production in the manufacture of the corresponding machine tools. Greiner Holding AG, a family-run business for five generations, consists of four divisions (Greiner Bio-One International, Greiner Packaging International, Greiner Foam International and Greiner Extrusion Group). In the fiscal year 2015, its turnover was approx. € 1.44 billion with 9,109 employees at over 130 sites in 29 countries.
Greiner Packaging International generates € 561 and has 4,001 employees at 32 locations. The main products are food packaging, such as cups and bottles, by injection moulding and deep-drawing.
Greiner Packaging International GmbH
Greinerstraße 70
A-4550 Kremsmünster Tel.: +43 75837251-0
www.greiner-gpi.com